-

泉州市威立三维科技有限公司
主营:3d打印服务,手板模型,建筑模型制作

泉州市威立三维科技有限公司
主营:3d打印服务,手板模型,建筑模型制作 5
5

威立三维科技有限公司与多家**企业进行长期紧密的合作,拥有的数控加工和RIM成型生产设备及检测仪器,获得多项国家发明和实用新型发明**。完善的工艺(五轴龙门加工(大型产品的主模型加工)、中小批量生产、反应成型(RIM)、快速样件、快速模具、注塑成型等)可应用于多个领域如:汽车配件、仪器、检测仪器、航空船舶、展车模型、工业模型、工装夹具、智能机器人、消费电子等。
那么3D打印手板原型复模工艺有什么优缺点呢?
如果您的产品是在100内,复模出来的公差通常是在±0.2左右;如果您的产品大于100,这个公差可能会到±0.5,复模对复模师傅的水平要求非常高,它有可能会出现缩水变形,而且一套复模的模具通常不建议**过10件以上,因为越复模到后面,它的缩水和变形度就越大。
复模出来的模型手板它可以调各种颜色,比如说我要复模一件ABS的绿色,可是它复模出来的绿色和我们的国际潘通号上的颜色是有色差的。如果您对颜色要求是很高的,那么复模出来即便是绿色,都是需要后期用手工喷射上去的,因为它复模出来的颜色跟国际偏通号还相差比较远。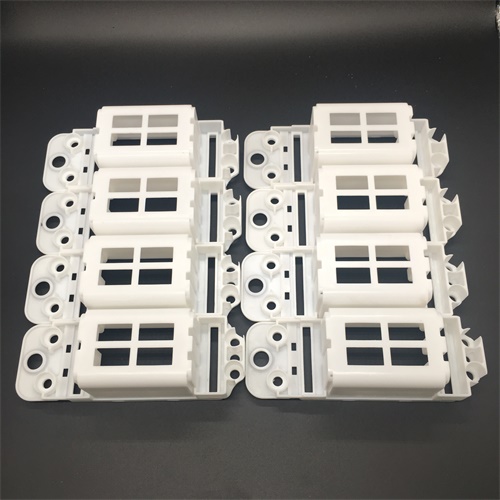
复模要解决的问题是,如果没有原型件,复模这个工艺是没有办法完成的,因为复模是要复制一个产品出来,所以必须解决一个源头件的问题,而源头件在我们手板行业里面,通常把它叫原型件。那这个原型件,以前通常是用CNC机加工来做,但是现在因为3D打印的发展势头特别快,所以复模很多时候直接用3D打印做一个原型件出来,然后处理好完了再解决复模的原型件的问题。
如果说您的产品比较大,比如说60×60×60,做50件,如果您直接用3D打印来打,这个费用会比较贵,用复模来做的话,在成本上会稍微*些。
1.提升效率,复模的效率要**CNC加工,无论产品造型如何,一般体积在100内的模型3小时内可复制出来,而且对后处理的工作量要缩减;
2.节约成本,每个原型复模多于10PCS,手板的整体成本可降低1/3左右。
但也不能说复模就是有的优势,它的缺点主要是:
1.复模的材料是由2-3组液体混合固化,材料性能无法与CNC比拟,金属材料不能复模;
2.复模的形式与注塑有一定的相似度,有一定的缩水率,越厚的工件和越大的工件缩水会更明显,以体积为100的工件为例,一般缩水率在0.25%;
3.复模的产品不能承受太高的温度,一般烘烤50摄氏度以上就*变形。所以是否采取复模来代替CNC加工要根据手板的功能来确定,不一定所有做多套的产品都适合复模的方式来做。
复模的前期准备:用单件成品翻制两片硅胶模。
步骤1:将事先准备好的两片硅胶模合并,放置在65°-70°的环境下,两片硅胶模接缝处开始融化直至无缝衔接。
步骤2:抽空硅胶模内空气,管倒入液体PUR,直至充满模内腔体。冷却(45分钟-4小时)
步骤3:割开两片硅胶模,取出成品,等待修边和打磨。
通常小批量制作手板的工艺有:CNC机加工、硅胶复模、3D打印。这3种加工方式是应用比较广泛的工艺,可以为汽车、**航空、消费电子、设备、玩具、家庭用品等行业提供手板原型制作服务。